
一、检测内容及要求
检测内容:
产品的尺寸检测
注明:加工件外观视觉检测设备检测项目,均需在影像下清晰可见才能检测。检测效率:每分钟检测数量 不低于200件(取决于产品送料速度)。

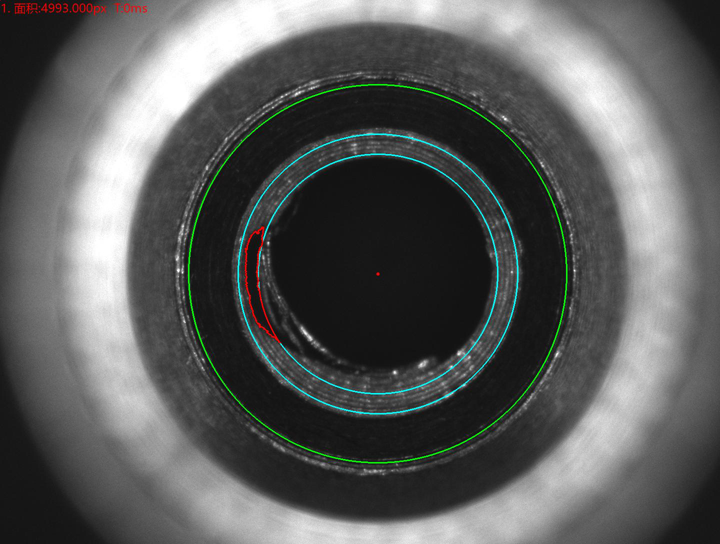
顶部正光检测不良品分析图:NG 不良特征:喇叭口披锋
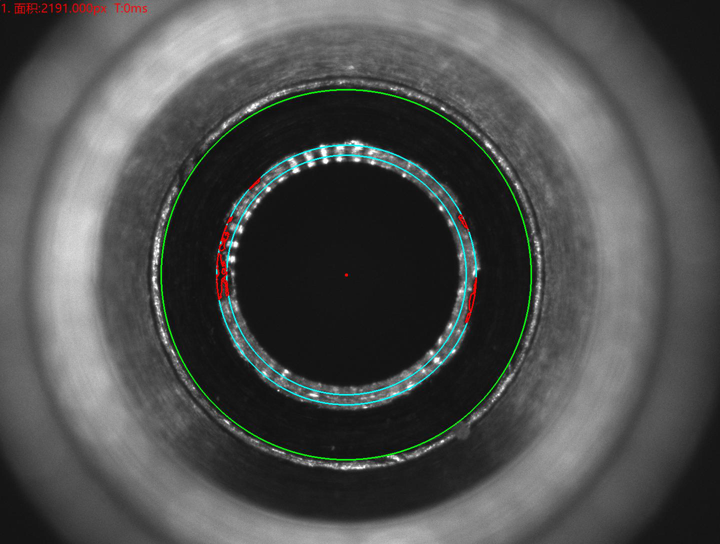
顶部正光检测不良品分析图:NG 不良特征:喇叭口披锋
加工件外观视觉检测设备特点
1. 摄像机的拍照速度自动与被测物的速度相匹配,拍摄到理想的图像;
2 .零件的尺寸范围为2.4mm到12mm,厚度可以不同;
3. 系统根据操作者选择不同尺寸的工件,调用相应视觉程序进行尺寸检测,并输出结果;
4 .针对不同尺寸的零件,排序装置和输送装置可以精确调整料道的宽度,使零件在固定路径上运动并进行视觉检测;
5 .机器视觉系统分辨率达到2448×2048,动态检测精度可以达到0.02mm;
⒍废品漏检率为0;
7 .本系统可通过显示图像监视检测过程,也可通过界面显示的检测数据动态查看检测结果;
⒏具有对错误工件及时准确发出剔除控制信号、剔除废品的功能;
深圳思普泰克致力于图像技术及机器视觉的研发和制造,专业提供工业产品外观检测方案,如需获取加工件外观视觉检测设备检测产品外观方案请登录思普泰克网站获取:www.colorscreenpublicitarios.com 或电话联系黄经理:134-2097-1778(微信同号)| 序号 | 检测位置 | 检测方式 | 是否可检 | 备注 |
| 1 | 口部压伤 | 顶部正光检测 | 可检 |
|
| 2 | 变形 | 顶部正光检测 | 可检 |
|
| 3 | 短料 | 侧面背光检测 | 可检 |
|
| 4 | 偏心 | 底部正光检测 | 可检 |
|
| 5 | 口部倒角披锋 |
|
可检 |
|
| 6 | 小外径损伤 |
|
不可检 | 没有相匹配的镜头 |
| 7 | 喇叭口刀纹 |
|
不可检 | 无法成像 |
注明:加工件外观视觉检测设备检测项目,均需在影像下清晰可见才能检测。检测效率:每分钟检测数量 不低于200件(取决于产品送料速度)。
样品图:
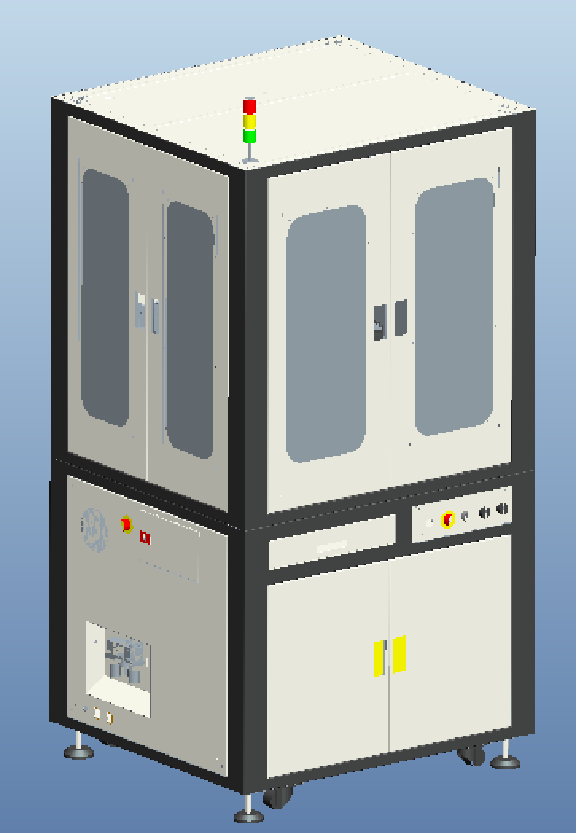
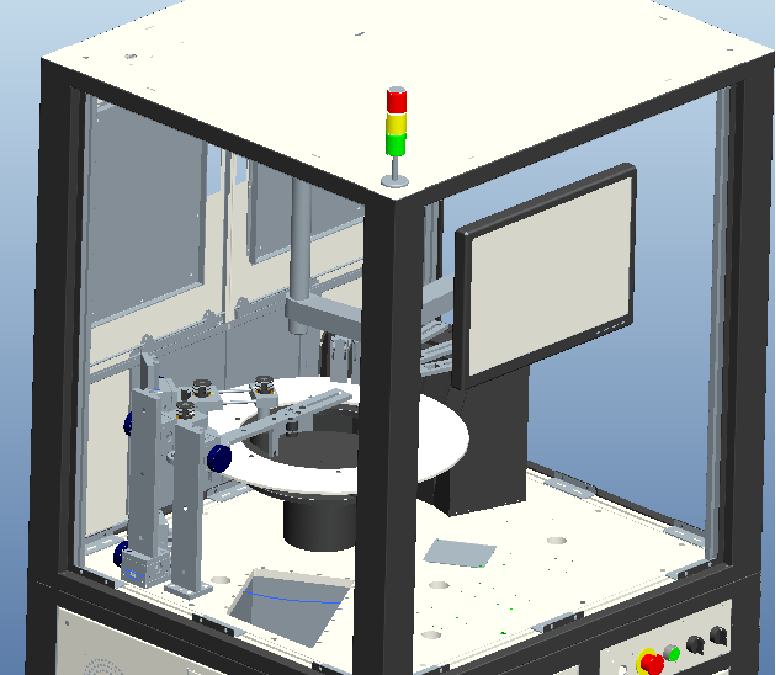
二、设备组成及主要机构
设备型号:云盘高速检测机2口下料 (方形) 外形尺寸950*850*1850mm
组成部件清单:
| 序号 | 部件名称 | 规格型号 | 数量 |
| 1 | 视觉检测软件 | SIPOTEK | 1套 |
| 2 | 工业电脑 | SIPOTEK定制 | 1套 |
| 3 | 显示器 | PHILIPS 22”液晶显示器 | 1台 |
| 4 | 工业相机 | SONY工业相机 | 4套 |
| 5 | 相机调节模组 | SIPOTEK定制 | 4套 |
| 6 | 工业镜头 | 远心高清光学工业镜头 | 4套 |
| 7 | 环形光源 | 定制光学自适应光源 | 4套 |
| 8 | 控制系统 | SIPOTEK定制 | 1套 |
| 9 | 伺服电机 | 松下 | 1套 |
| 10 | 减速机 | SIPOTEK定制 | 1套 |
设备外观-3D立体图
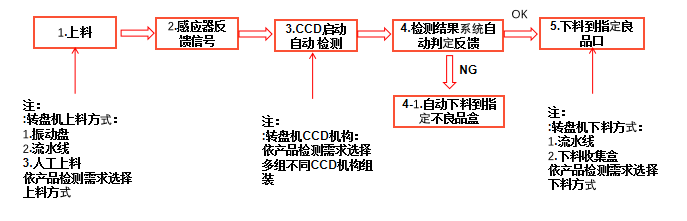
设备检测流程
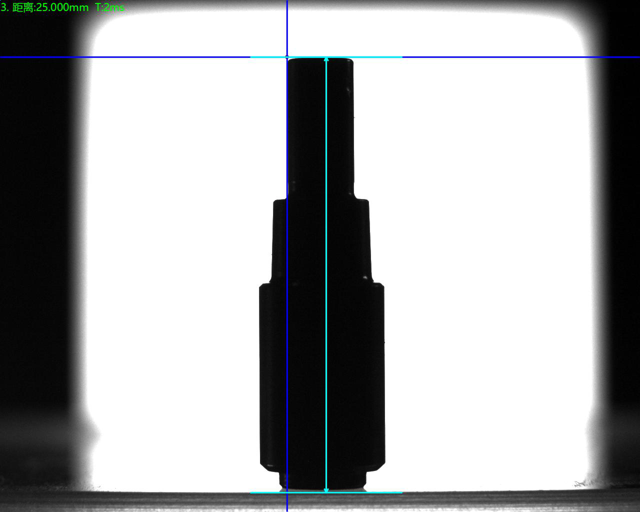
三、样件测试图片:
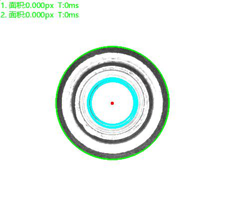
底部正光检测良品原图:

底部正光检测良品分析图:OK
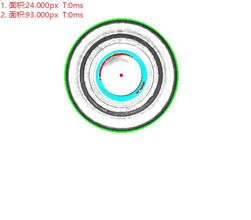
底部正光检测不良品分析图:NG 不良特征:偏心
侧面背光检测良品分析图:OK
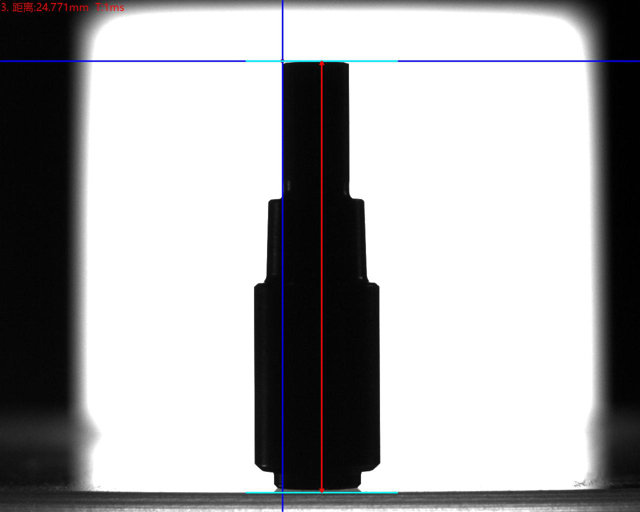
侧面背光检测不良品分析图:NG 不良特征:短料
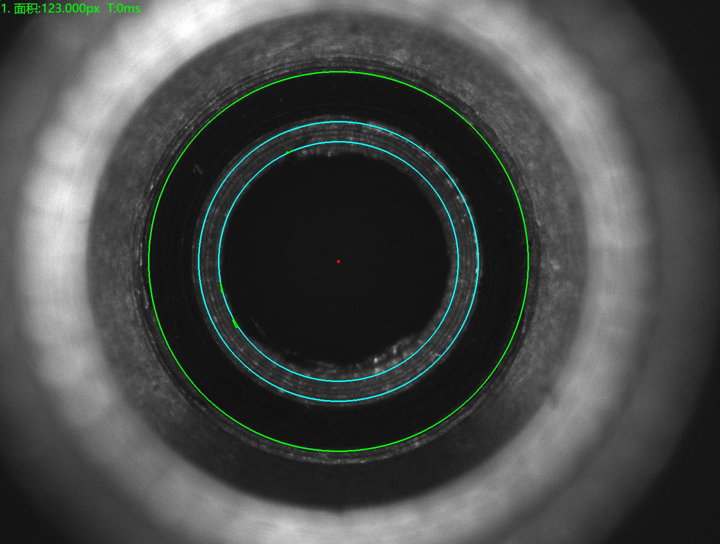
顶部正光检测良品分析图:OK

顶部正光检测不良品分析图:NG 不良特征:变形

顶部正光检测不良品分析图:NG 不良特征:口部压伤
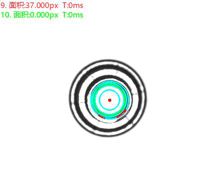
底部正光检测不良品分析图:NG 不良特征:偏心
侧面背光检测良品分析图:OK
侧面背光检测不良品分析图:NG 不良特征:短料
顶部正光检测良品分析图:OK
顶部正光检测不良品分析图:NG 不良特征:变形
顶部正光检测不良品分析图:NG 不良特征:口部压伤
顶部正光检测良品分析图:OK
顶部正光检测不良品分析图:NG 不良特征:喇叭口披锋
顶部正光检测不良品分析图:NG 不良特征:喇叭口披锋
加工件外观视觉检测设备特点
1. 摄像机的拍照速度自动与被测物的速度相匹配,拍摄到理想的图像;
2 .零件的尺寸范围为2.4mm到12mm,厚度可以不同;
3. 系统根据操作者选择不同尺寸的工件,调用相应视觉程序进行尺寸检测,并输出结果;
4 .针对不同尺寸的零件,排序装置和输送装置可以精确调整料道的宽度,使零件在固定路径上运动并进行视觉检测;
5 .机器视觉系统分辨率达到2448×2048,动态检测精度可以达到0.02mm;
⒍废品漏检率为0;
7 .本系统可通过显示图像监视检测过程,也可通过界面显示的检测数据动态查看检测结果;
⒏具有对错误工件及时准确发出剔除控制信号、剔除废品的功能;




